Ytfinish
många faktorer bidrar till ytfinishen i tillverkningen. Vid formningsprocesser, såsom gjutning eller metallformning, bestämmer ytfinishen på munstycket arbetsstyckets ytfinish. Vid bearbetning bidrar växelverkan mellan skärkanterna och mikrostrukturen hos materialet som skärs båda till den slutliga ytfinishen.
i allmänhet ökar kostnaden för tillverkning av en yta när ytfinishen förbättras. Varje given tillverkningsprocess är vanligtvis optimerad nog för att säkerställa att den resulterande strukturen är användbar för delens avsedda applikation. Om det behövs kommer en ytterligare process att läggas till för att ändra den ursprungliga strukturen. Kostnaden för denna ytterligare process måste motiveras genom att tillföra värde på något sätt—främst bättre funktion eller längre livslängd. Delar som har glidkontakt med andra kan fungera bättre eller hålla längre om grovheten är lägre. Estetisk förbättring kan tillföra värde om det förbättrar produktens säljbarhet.
ett praktiskt exempel är följande. En flygplanstillverkare kontrakterar med en leverantör för att göra delar. En viss stålkvalitet anges för delen eftersom den är tillräckligt stark och tillräckligt hård för delens funktion. Stålet är bearbetbart men inte fritt bearbetning. Säljaren bestämmer sig för att fräsa delarna. Fräsning kan uppnå angivna strävhet (som till exempel ≤ 3.2 µm) så länge som maskinist använder premium-kvalitet skär i slutet bruk och ersätter skär efter varje 20 delar (i motsats till att skära hundratals före ändra inlägg). Det finns inget behov av att lägga till en andra operation (t.ex. slipning eller polering) efter fräsningen så länge fräsningen görs tillräckligt bra (korrekta insatser, frekventa insatser och rent kylvätska). Insatserna och kylvätskan kostar pengar, men de kostnader som slipning eller polering skulle medföra (mer tid och ytterligare material) skulle kosta ännu mer än så. Att undanröja den andra operationen resulterar i en lägre enhetskostnad och därmed ett lägre pris. Konkurrensen mellan leverantörer lyfter sådana detaljer från mindre till avgörande betydelse. Det var säkert möjligt att göra delarna på ett något mindre effektivt sätt (två operationer) till ett något högre pris; men endast en leverantör kan få kontraktet, så den lilla skillnaden i effektivitet förstoras av konkurrens till den stora skillnaden mellan företagens välstånd och formning.
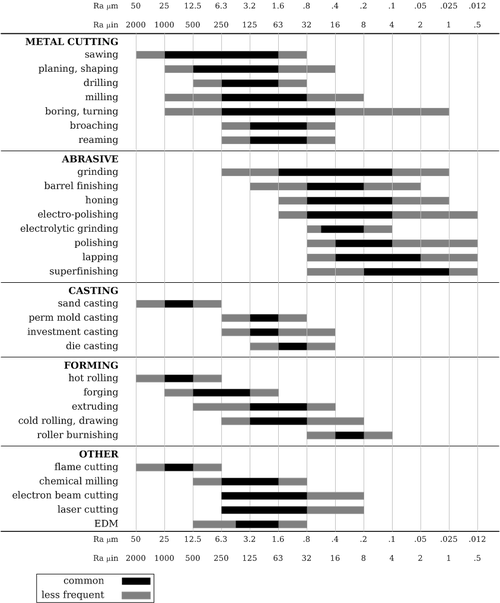
precis som olika tillverkningsprocesser producerar delar med olika toleranser, kan de också ha olika grovheter. Generellt är dessa två egenskaper kopplade: tillverkningsprocesser som är dimensionellt exakta skapar ytor med låg grovhet. Med andra ord, om en process kan tillverka delar till en smal dimensionell tolerans, kommer delarna inte att vara mycket grova.
på grund av abstraktionen av ytfinishparametrar använder ingenjörer vanligtvis ett verktyg som har en mängd olika ytråheter skapade med olika tillverkningsmetoder.