Povrchová úprava
k povrchové úpravě ve výrobě přispívá mnoho faktorů. Při tvářecích procesech, jako je tvarování nebo tváření kovů, určuje povrchová úprava matrice povrchovou úpravu obrobku. Při obrábění přispívá k výsledné povrchové úpravě interakce řezných hran a mikrostruktury řezaného materiálu.
obecně se náklady na výrobu povrchu zvyšují se zlepšením povrchové úpravy. Daný výrobní proces je obvykle optimalizován dost, aby se zajistilo, že výsledná struktura je použitelný pro část zamýšlené aplikace. V případě potřeby bude přidán další Proces pro úpravu počáteční textury. Náklady na tento dodatečný proces musí být odůvodněny nějakým způsobem přidanou hodnotou-hlavně lepší funkcí nebo delší životností. Části, které mají posuvný kontakt s ostatními, mohou fungovat lépe nebo vydrží déle, pokud je drsnost nižší. Estetické zlepšení může přidat hodnotu, pokud zlepší prodejnost produktu.
praktický příklad je následující. Výrobce letadel uzavírá smlouvy s prodejcem na výrobu dílů. Pro díl je specifikován určitý stupeň oceli, protože je dostatečně pevný a dostatečně tvrdý pro funkci dílu. Ocel je obrobitelná, i když není volně obráběná. Prodejce se rozhodne frézovat díly. Frézování může dosáhnout specifikované drsnosti (například ≤ 3,2 µm), pokud strojník používá vložky prvotřídní kvality v koncovém Mlýně a nahradí vložky po každých 20 dílech (na rozdíl od řezání stovek před výměnou vložek). Není třeba přidat druhý operace (např. broušení nebo leštění) po frézovací tak dlouho, dokud frézování se provádí dost dobře (správné vložky, častá-stačí vložit změny, a čisté chladicí kapaliny). Vložky a chladicí kapalina stojí peníze, ale náklady, které by vznikly při broušení nebo leštění (více času a dalších materiálů), by stály ještě víc. Druhá operace má za následek nižší jednotkové náklady a tím i nižší cenu. Konkurence mezi prodejci povyšuje takové detaily z menšího na zásadní význam. To bylo jistě možné, aby se části v mírně méně efektivní způsob, jak (dvě operace) za mírně vyšší cenu, ale jen jeden prodejce může získat smlouvu, takže mírný rozdíl v účinnosti je umocněn hospodářskou soutěž na velký rozdíl mezi prosperující a bednění z firmy.
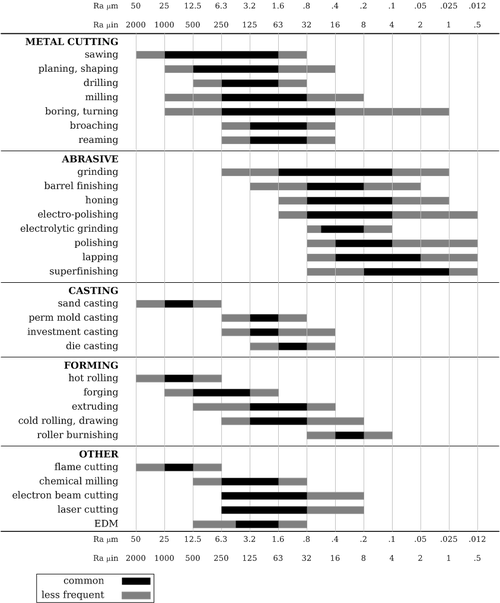
stejně jako různé výrobní procesy vyrábějí díly v různých tolerancích, jsou také schopné různých drsností. Obecně jsou tyto dvě vlastnosti spojeny: výrobní procesy, které jsou rozměrově přesné, vytvářejí povrchy s nízkou drsností. Jinými slovy, pokud proces může vyrábět díly s úzkou rozměrovou tolerancí, díly nebudou příliš drsné.
vzhledem k abstraktnosti parametrů povrchové úpravy inženýři obvykle používají nástroj, který má různé povrchové drsnosti vytvořené pomocí různých výrobních metod.