Oppervlakteafwerking
vele factoren dragen bij tot de oppervlakteafwerking in de productie. Bij het vormen van processen, zoals het vormen of metaalvormen, bepaalt de oppervlakteafwerking van de matrijs de oppervlakteafwerking van het werkstuk. Bij de bewerking dragen de interactie van de snijkanten en de microstructuur van het te snijden materiaal beide bij tot de uiteindelijke oppervlakteafwerking.
in het algemeen nemen de productiekosten van een oppervlak toe naarmate de oppervlakteafwerking verbetert. Elk bepaald productieproces is meestal geoptimaliseerd genoeg om ervoor te zorgen dat de resulterende textuur bruikbaar is voor de beoogde toepassing van het onderdeel. Indien nodig zal een extra proces worden toegevoegd om de initiële textuur te wijzigen. De kosten van dit extra proces moeten worden gerechtvaardigd door het toevoegen van waarde op de een of andere manier—voornamelijk beter functioneren of langere levensduur. Onderdelen die schuifcontact hebben met anderen kunnen beter werken of langer meegaan als de ruwheid lager is. Esthetische verbetering kan waarde toevoegen als het de verkoopbaarheid van het product verbetert.
een praktisch voorbeeld is als volgt. Een vliegtuigbouwer contracteert met een verkoper om onderdelen te maken. Een bepaalde staalsoort is gespecificeerd voor het onderdeel omdat het sterk genoeg en hard genoeg is voor de functie van het onderdeel. Het staal is bewerkbaar hoewel niet vrij-machinaal bewerken. De verkoper besluit de onderdelen te frezen. Het frezen kan de gespecificeerde ruwheid bereiken (bijvoorbeeld ≤ 3,2 µm) zolang de machinist hoogwaardige wisselplaten in de eindmolen gebruikt en de wisselplaten na elke 20 delen vervangt (in tegenstelling tot het snijden van honderden voordat de wisselplaten worden vervangen). Er is geen noodzaak om een tweede bewerking (zoals slijpen of polijsten) toe te voegen na het frezen, zolang het frezen goed genoeg wordt gedaan (juiste wisselplaten, frequent genoeg wisselplaten, en schoon koelmiddel). De wisselplaten en koelvloeistof kosten geld, maar de kosten die slijpen of polijsten zou veroorzaken (meer tijd en extra materialen) zou nog meer kosten dan dat. Het wegnemen van de tweede operatie leidt tot lagere eenheidskosten en dus tot een lagere prijs. De concurrentie tussen leveranciers verheft dergelijke details van klein tot cruciaal belang. Het was zeker mogelijk om de onderdelen op een iets minder efficiënte manier (twee operaties) voor een iets hogere prijs te maken; maar slechts één verkoper kan het contract krijgen, zodat het kleine verschil in efficiëntie wordt versterkt door de concurrentie in het grote verschil tussen de bloei en bekisting van bedrijven.
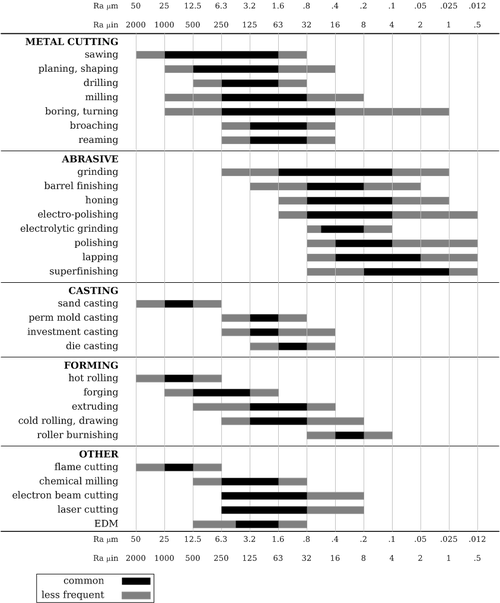
net zoals verschillende fabricageprocédés onderdelen produceren met verschillende toleranties, zijn zij ook geschikt voor verschillende ruwheden. Over het algemeen zijn deze twee kenmerken met elkaar verbonden: productieprocessen die dimensioneel nauwkeurig zijn, creëren oppervlakken met een lage ruwheid. Met andere woorden, als een proces onderdelen kan produceren met een smalle dimensionale tolerantie, zullen de onderdelen niet erg ruw zijn.
vanwege de abstractheid van de oppervlakteafwerkingsparameters gebruiken ingenieurs meestal een gereedschap met een verscheidenheid aan oppervlakteruwheden die zijn gemaakt met behulp van verschillende productiemethoden.