Oberflächengüte
Viele Faktoren tragen zur Oberflächengüte in der Fertigung bei. Bei Umformprozessen, wie dem Formen oder der Metallumformung, bestimmt die Oberflächengüte der Matrize die Oberflächengüte des Werkstücks. Bei der Zerspanung tragen das Zusammenspiel der Schneidkanten und die Mikrostruktur des zu schneidenden Materials zur endgültigen Oberflächengüte bei.
Im Allgemeinen steigen die Kosten für die Herstellung einer Oberfläche, wenn sich die Oberflächengüte verbessert. Jedes mögliches gegebene Herstellungsverfahren wird normalerweise genug optimiert, um zu garantieren, dass die resultierende Beschaffenheit für die beabsichtigte Anwendung des Teils verwendbar ist. Bei Bedarf wird ein zusätzlicher Prozess hinzugefügt, um die ursprüngliche Textur zu ändern. Der Aufwand für diesen zusätzlichen Prozess muss durch Mehrwert in irgendeiner Weise gerechtfertigt werden — hauptsächlich bessere Funktion oder längere Lebensdauer. Teile, die Gleitkontakt mit anderen haben, funktionieren möglicherweise besser oder halten länger, wenn die Rauheit geringer ist. Ästhetische Verbesserungen können einen Mehrwert schaffen, wenn sie die Verkaufsfähigkeit des Produkts verbessern.
Ein praktisches Beispiel ist wie folgt. Ein Flugzeughersteller schließt Verträge mit einem Lieferanten ab, um Teile herzustellen. Eine bestimmte Stahlsorte wird für das Teil angegeben, da es stark genug und hart genug für die Funktion des Teils ist. Der Stahl ist zerspanbar, wenn auch nicht frei zerspanbar. Der Verkäufer entscheidet, die Teile zu fräsen. Das Fräsen kann die angegebene Rauheit (z. B. ≤ 3,2 µm) erreichen, solange der Maschinist hochwertige Wendeschneidplatten im Schaftfräser verwendet und die Wendeschneidplatten nach jeweils 20 Teilen auswechselt (im Gegensatz zum Schneiden von Hunderten vor dem Wechsel der Wendeschneidplatten). Es ist nicht erforderlich, nach dem Fräsen einen zweiten Vorgang (z. B. Schleifen oder Polieren) hinzuzufügen, solange das Fräsen gut genug ausgeführt wird (korrekte Einsätze, häufig genug wechselnde Einsätze und sauberes Kühlmittel). Die Einsätze und das Kühlmittel kosten Geld, aber die Kosten, die beim Schleifen oder Polieren anfallen würden (mehr Zeit und zusätzliche Materialien), würden noch mehr kosten. Der Wegfall der zweiten Operation führt zu niedrigeren Stückkosten und damit zu einem niedrigeren Preis. Der Wettbewerb zwischen den Anbietern hebt solche Details von geringer zu entscheidender Bedeutung. Es war sicherlich möglich, die Teile auf etwas weniger effiziente Weise (zwei Operationen) zu einem etwas höheren Preis herzustellen; aber nur ein Anbieter kann den Auftrag erhalten, so dass der geringfügige Unterschied in der Effizienz durch den Wettbewerb in den großen Unterschied zwischen dem Gedeihen und dem Schließen von Firmen vergrößert wird.
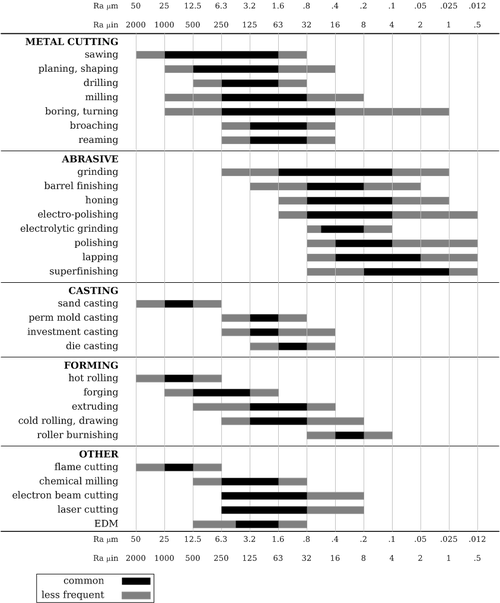
So wie verschiedene Fertigungsverfahren Teile mit unterschiedlichen Toleranzen produzieren, sind sie auch zu unterschiedlichen Rauhigkeiten fähig. In der Regel sind diese beiden Eigenschaften miteinander verknüpft: Durch maßgenaue Fertigungsprozesse entstehen Oberflächen mit geringer Rauheit. Mit anderen Worten, wenn ein Prozess Teile mit einer engen Maßtoleranz herstellen kann, sind die Teile nicht sehr rau.
Aufgrund der Abstraktheit der Oberflächenbeschaffenheitsparameter verwenden Ingenieure normalerweise ein Werkzeug, das eine Vielzahl von Oberflächenrauhigkeiten aufweist, die mit verschiedenen Herstellungsmethoden erstellt wurden.